
|

|
Здравствуйте, гость ( Вход | Регистрация )

  |

 30.6.2012, 23:41 30.6.2012, 23:41
Сообщение
#1
|
|||||||||||||||
|
Завсегдатай  Группа: Пользователи Сообщений: 134 Регистрация: 13.6.2012 Из: Молдова Пользователь №: 33748 |
Поместил матерьял в одну тему, думаю стоит ее организовать отдельно.
Решили мы с товарищем сделать токарно-фрезерный ЧПУ. Будет работать в режиме как обычного токарного станка (деталь просто с определенной скоростью вращается), так и в режиме фрейзерного станка обрабатывающего детали вокруг (т.е. поворотная ось). Оба режима естественно под управлением контроллера с ЧПУ. Итак первый шаг был сделан с покупкой заводской станины токарно-копировального станка (пантографа). Вот его фото из рекламного проспекта:
Данный станок производит Болгария (для обшего понятия о ком разговор).Максимальные размеры обрабатываемых деталей 600 мм диаметр и 1300 мм длина А это уже реальные фото станка, но уже со снятыми копировальными приспособами, которые нам не нужны.
Двигатель привода тоже был снят так как он асинхронный, а мы будем управлять вращением заготовки при помощи серводвигателя мощностью 1,8 кВт 3000 об/мин номинальный крутащий момент 6 Н.м максимальный 18 н.м что позволит, в начеле писал,управлять в режиме шаг-направление так и обычное вращение. Вот фото с местом его дислокации 
Затащили мы эту станину на второй этаж (вес у него около 500 кг) установили на шпильки, которыми отрегулировали его по уровню, а затем залили небольшие площадки под основаниями бетоном. На второй сверху реальной фото обе площадки видны. Следующим шагом изготавливаем плоскость под ось Y ну и соответственно Z, Х у нас ось вращения. Для этого Покупаем два двутавра длиной 2 м каждый вот они внизу лежат:
Далее изготавливаем из стали толщиной 20 мм опорные элементы для двутавров, всего их будет три штуки, собственно вот и они:
третий еще не успели прогрунтовать. На них прикрутили болтами промежуточные пластины и к промежуточным пластинам приварили два двутавра. Вероятно спросите зачем промежуточные пластины да еще и прикручивать к опорным, ответ следующий: 1 для возможности подгонки оси Y относительно оси станка 2 свареный между собой двутавр снимется и поедет на завод для фрезеровки в нем каналов под направляющие, что обеспечит их паралельность в плоскостях.
На них вы имеете возможность видеть две рельсовые направляющие калибр 20, приводную рейкуи шестерню которую будет вращать через редуктор 1:5 серводвигатель с номинальным крутящим моментом 2 Н.м максимальным 6 Н.м. 3000 об. мин. что даст скорость перемещения по оси Y около 1 м.с.
Перемещение по оси Z будет осуществлять шаговый двигетель через редуктор 1:3 и ШВП 20 шаг 10 мм ниже фото самого вала и подшипников для него:
Шпиндель используем 3 кВт с цангой ER-20 24000 об. мин. Вроде пока все будут новости напишу, возникнут вопросы у вас пишите вы . Всем удачи в станкостроении.С уважением Александр Сообщение отредактировал Ekklesiast - 1.7.2012, 0:09 |
||||||||||||||
 |
 
|
||||||||||||||

















|
4.7.2012, 8:43
Сообщение
#2
|
|||||||||||||||||
|
Завсегдатай Группа: Пользователи Сообщений: 134 Регистрация: 13.6.2012 Из: Молдова Пользователь №: 33748 |
Цитата(Ekklesiast @ 30.6.2012, 23:41)  Поместил матерьял в одну тему, думаю стоит ее организовать отдельно. Решили мы с товарищем сделать токарно-фрезерный ЧПУ. Будет работать в режиме как обычного токарного станка (деталь просто с определенной скоростью вращается), так и в режиме фрейзерного станка обрабатывающего детали вокруг (т.е. поворотная ось). Оба режима естественно под управлением контроллера с ЧПУ. Итак первый шаг был сделан с покупкой заводской станины токарно-копировального станка (пантографа). Вот его фото из рекламного проспекта:
Данный станок производит Болгария (для обшего понятия о ком разговор).Максимальные размеры обрабатываемых деталей 600 мм диаметр и 1300 мм длина А это уже реальные фото станка, но уже со снятыми копировальными приспособами, которые нам не нужны.
Двигатель привода тоже был снят так как он асинхронный, а мы будем управлять вращением заготовки при помощи серводвигателя мощностью 1,8 кВт 3000 об/мин номинальный крутащий момент 6 Н.м максимальный 18 н.м что позволит, в начеле писал,управлять в режиме шаг-направление так и обычное вращение. Вот фото с местом его дислокации
Затащили мы эту станину на второй этаж (вес у него около 500 кг) установили на шпильки, которыми отрегулировали его по уровню, а затем залили небольшие площадки под основаниями бетоном. На второй сверху реальной фото обе площадки видны. Следующим шагом изготавливаем плоскость под ось Y ну и соответственно Z, Х у нас ось вращения. Для этого Покупаем два двутавра длиной 2 м каждый вот они внизу лежат:
Далее изготавливаем из стали толщиной 20 мм опорные элементы для двутавров, всего их будет три штуки, собственно вот и они:
третий еще не успели прогрунтовать. На них прикрутили болтами промежуточные пластины и к промежуточным пластинам приварили два двутавра. Вероятно спросите зачем промежуточные пластины да еще и прикручивать к опорным, ответ следующий: 1 для возможности подгонки оси Y относительно оси станка 2 свареный между собой двутавр снимется и поедет на завод для фрезеровки в нем каналов под направляющие, что обеспечит их паралельность в плоскостях.
На них вы имеете возможность видеть две рельсовые направляющие калибр 20, приводную рейкуи шестерню которую будет вращать через редуктор 1:5 серводвигатель с номинальным крутящим моментом 2 Н.м максимальным 6 Н.м. 3000 об. мин. что даст скорость перемещения по оси Y около 1 м.с.
Перемещение по оси Z будет осуществлять шаговый двигетель через редуктор 1:3 и ШВП 20 шаг 10 мм ниже фото самого вала и подшипников для него:
Шпиндель используем 3 кВт с цангой ER-20 24000 об. мин. Вроде пока все будут новости напишу, возникнут вопросы у вас пишите вы . Всем удачи в станкостроении.С уважением Александр Вот наконец приехал сервопривод на Y b и шаговик с редуктором на Z
|
||||||||||||||||
|
|
|
||||||||||||||||


|
17.7.2012, 22:10
Сообщение
#3
|
|||
|
Завсегдатай Группа: Пользователи Сообщений: 134 Регистрация: 13.6.2012 Из: Молдова Пользователь №: 33748 |
Вот уже и шпиндель на 3.2 кВт к станку приехал.
Скоро ожидаю ивертор к нему ну и остальную мелочевку Сообщение отредактировал Ekklesiast - 17.7.2012, 22:12 |
||
|
|
|
||


|
30.7.2012, 22:08
Сообщение
#4
|
|||
|
Завсегдатай Группа: Пользователи Сообщений: 134 Регистрация: 13.6.2012 Из: Молдова Пользователь №: 33748 |
Итак пока рама для осей фрезеруется на заводе, прибыл инвертор к шпинделю. Скоро буду запускать
|
||
|
|
|
||


|
31.7.2012, 10:43
Сообщение
#5
|
|
|
Прописанный Группа: CNC-Magic friends Сообщений: 1623 Регистрация: 25.1.2007 Из: Northern Ireland Пользователь №: 88 |
QUOTE (Ekklesiast @ 30.7.2012, 20:08) Итак пока рама для осей фрезеруется на заводе, прибыл инвертор к шпинделю. Скоро буду запускать Вопрос появился, а почему используются двутавры, а не допустим прямоугольного сечения трубы с наваренной под фрезеровку полосой? Второй - в целом какая компоновка, эскиз есть? - интересно. |
|
|
|

|
31.7.2012, 23:22
Сообщение
#6
|
|||
|
Завсегдатай Группа: Пользователи Сообщений: 134 Регистрация: 13.6.2012 Из: Молдова Пользователь №: 33748 |
Цитата(constantine @ 31.7.2012, 10:43) Вопрос появился, а почему используются двутавры, а не допустим прямоугольного сечения трубы с наваренной под фрезеровку полосой? Второй - в целом какая компоновка, эскиз есть? - интересно. Раньше я использовал трубы прямоугольного сечения, но есть некоторые проблеммы в пользовании ими: 1) Труб большого калибра (скажем 400Х150 или 400Х200 с толщиной стенки минимм 10 мм) у нас в Молдавии попросту нет. Приходилось собирать из труб меньшего калибра это очень трудоемкое занятие как по времени так и по требованиям к подготовке деталей. 2) При сварке квадрата 20Х20 (такой использовался) в этом станке http://www.cnczone.ru/forums/index.php?act...ost&id=9050 раму неизбежно ведет, причем в одной только ей известном направлениии. Это в свою очередь проблеммы при фрезеровании плоскости под направляющие. Скажем так в данной конструкции все это победилось, но второй шаг на эти-же грабли наступать не хочется. Решение применять двутавр выплыло само собой. Делать станину станка из крупных деталей проще чем играться с мелочевкой. Крупные двутавры у нас есть их часто в строительстве применяют. Их основание толстое, можно фрезеровать паз под направляющую прями в них. Кстати вот рама на заводе только из под станка, там более менее все видно
Наваривание деталей для направляющей рельсы отсутствует и все связанные с ней проблеммы описанные выше тоже. При первом методе фрезеровка показала разбежность порядка 3-4 мм, а это много.При втором разницы просто не видно, она где-то науровне десяток миллиметров. Эскиз обязательно набросаю но там в принципе все просто, рама это ось X. По рельсам оси X перемещается основание оси Z т.е. шпиндель ну а ось Y у меня вращательная. |
||
|
|
|
||


|
17.8.2012, 10:05
Сообщение
#7
|
|
|
Мимо проходящий Группа: Пользователи Сообщений: 1 Регистрация: 16.8.2012 Пользователь №: 33892 |
2 Ekklesiast:
Идея с двутаврами отличная! Правда непонятны две вещи: 1. Какой двутавр использовали? 2. Как обеспечили диагональную жёсткость? Зараннее спасибо! Сообщение отредактировал Unstoppable - 17.8.2012, 10:06 |
|
|
|

|
17.8.2012, 20:48
Сообщение
#8
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 134 Регистрация: 13.6.2012 Из: Молдова Пользователь №: 33748 |
Цитата(Unstoppable @ 17.8.2012, 10:05) 2 Ekklesiast: Идея с двутаврами отличная! Правда непонятны две вещи: 1. Какой двутавр использовали? 2. Как обеспечили диагональную жёсткость? Зараннее спасибо! Добрый день Unstoppable! Двутавр размера 100*80 (они бывают разные подобрать можете под свои нужды), а жесткость конструкции обеспечивали поперечными ребрами жесткости этого достаточно. При более высоких требованиях можно поперек вваривать тот-же двутавр плюс косынки |
|
|
|
|
18.8.2012, 0:12
Сообщение
#9
|
|
 Прописанный Группа: Главные администраторы Сообщений: 3127 Регистрация: 7.10.2006 Из: Санкт-Петербург Пользователь №: 4 |
не обижайтесь,но крайне не технологичное и непродуманное решение.
масса металла,деталей с сомнительным результатом. Нужно думать не только как вы будете точить и фрезеровать по аналогии с ручками,а и куда пыль летит,как ее собирать,как минимизировать кол-во деталей и т.п. положите станину станка на бок и консольно сделайте на ней фрезер. Работы гораздо меньше,а рез-т лучше. -------------------- Проблем нет,есть задачи.
|
|
|
|

|
18.8.2012, 19:46
Сообщение
#10
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 134 Регистрация: 13.6.2012 Из: Молдова Пользователь №: 33748 |
Цитата(AlexSpb @ 18.8.2012, 0:12) не обижайтесь,но крайне не технологичное и непродуманное решение. масса металла,деталей с сомнительным результатом. Нужно думать не только как вы будете точить и фрезеровать по аналогии с ручками,а и куда пыль летит,как ее собирать,как минимизировать кол-во деталей и т.п. положите станину станка на бок и консольно сделайте на ней фрезер. Работы гораздо меньше,а рез-т лучше. На критику не обижаюсь . Цели сделать высокотехнологичное оборудование не ставилось сроки и возможности не позволяют. Но вы правы, а это дело будущего!
|
|
|
|
|
18.8.2012, 22:38
Сообщение
#11
|
|
|
Прописанный Группа: CNC-Magic friends Сообщений: 1623 Регистрация: 25.1.2007 Из: Northern Ireland Пользователь №: 88 |
QUOTE (Ekklesiast @ 18.8.2012, 17:46) На критику не обижаюсь . Цели сделать высокотехнологичное оборудование не ставилось сроки и возможности не позволяют. Но вы правы, а это дело будущего!Технологичность — это одна из комплексных характеристик технического устройства (изделие, устройство, прибор, аппарат), которая выражает удобство его производства, ремонтопригодность и эксплуатационные качества. Технологичность |
|
|
|
|
19.8.2012, 14:47
Сообщение
#12
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 134 Регистрация: 13.6.2012 Из: Молдова Пользователь №: 33748 |
Цитата(constantine @ 18.8.2012, 22:38) Технологичность — это одна из комплексных характеристик технического устройства (изделие, устройство, прибор, аппарат), которая выражает удобство его производства, ремонтопригодность и эксплуатационные качества. Технологичность Сила действия равна силе противодействия, техзадание = -технологичность |
|
|
|
|
19.8.2012, 21:15
Сообщение
#13
|
|
|
Прописанный Группа: CNC-Magic friends Сообщений: 1623 Регистрация: 25.1.2007 Из: Northern Ireland Пользователь №: 88 |
QUOTE (Ekklesiast @ 19.8.2012, 12:47) Сила действия равна силе противодействия, техзадание = -технологичность Как говорит мой дедушка - старайся делать хорошо, плохо - оно само получится. Ну да ладно, а то мы в лирику ударились. Я кстати тоже токарный на ЧПУ перевожу :) |
|
|
|
|
19.8.2012, 21:38
Сообщение
#14
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 134 Регистрация: 13.6.2012 Из: Молдова Пользователь №: 33748 |
Цитата(constantine @ 19.8.2012, 21:15) Как говорит мой дедушка - старайся делать хорошо, плохо - оно само получится. Ну да ладно, а то мы в лирику ударились. Я кстати тоже токарный на ЧПУ перевожу :) Я не против критики, просто получается ситуация что человек считает будто проанализировал положение вещей лучше чем я котрый не один день потратил на то чтобы выйти на самые лучшие решения для данной конкретной ситуации. Я то не в обиде, в конечном счете у каждого есть свое мнение, но как говорится "Цыплят по осени считают". ЕСть цель и я к ней иду, хорошее беру но в любом случае всем спасибо за какое-то ни было участие |
|
|
|
|
19.8.2012, 22:34
Сообщение
#15
|
|
|
Прописанный Группа: Главные администраторы Сообщений: 3127 Регистрация: 7.10.2006 Из: Санкт-Петербург Пользователь №: 4 |
Цитата Я не против критики, просто получается ситуация что человек считает будто проанализировал положение вещей лучше чем я котрый не один день потратил на то чтобы выйти на самые лучшие решения для данной конкретной ситуации. Я то не в обиде, в конечном счете у каждого есть свое мнение, но как говорится "Цыплят по осени считают". ЕСть цель и я к ней иду, хорошее беру но в любом случае всем спасибо за какое-то ни было участие Я считаю не просто так,с пивком у монитора. В свое время,когда собирался токарно- фрезерный делать-перелопатил массу вариантов компоновки и решений. И поверьте,опыта у меня достаточно. Если вы задумаетесь почему токарники с чпу скомпонованы не как ручники,то поймете о чем я. надеюсь дисковой фрезой токарить будете? -------------------- Проблем нет,есть задачи.
|
|
|
|
|
19.8.2012, 23:04
Сообщение
#16
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 134 Регистрация: 13.6.2012 Из: Молдова Пользователь №: 33748 |
Цитата(AlexSpb @ 19.8.2012, 22:34) Я считаю не просто так,с пивком у монитора. В свое время,когда собирался токарно- фрезерный делать-перелопатил массу вариантов компоновки и решений. И поверьте,опыта у меня достаточно. Если вы задумаетесь почему токарники с чпу скомпонованы не как ручники,то поймете о чем я. надеюсь дисковой фрезой токарить будете? Алекс, простите за возможную некоторую некорректность. Мы с товарищем очень много вариантов пересмотрели, хотели сохранить размеры рабочего поля и в то же время создать жесткую основу. В заводской станине только в определенных местах можно крепить дополнительную раму (другие области очень тонкие), обработка будет вестись как обычными резцами ( обработка тел вращения) так и фрезами для четырехсторонней обработки. Планирую полностью переходить на станкостроение, приобрести соответствующее оборудование ну и там конечно бес технологичности никуда. Так что в целом вы правы |
|
|
|
|
20.8.2012, 0:21
Сообщение
#17
|
|
|
Прописанный Группа: CNC-Magic friends Сообщений: 1623 Регистрация: 25.1.2007 Из: Northern Ireland Пользователь №: 88 |
QUOTE (Ekklesiast @ 19.8.2012, 21:04) В заводской станине только в определенных местах можно крепить дополнительную раму (другие области очень тонкие), обработка будет вестись как обычными резцами ( обработка тел вращения) так и фрезами для четырехсторонней обработки. Саш - надо было использовать эту станину, повернуть или не поворачивать ее на 90градусов - дело десятое. Не меняя кинематики и ничего не поворачивая - можно сделать так: Берем и меняем поперечную подачу удлиняя ее (она превращается в "ось Z") На нее ставим вертикальную ось и добавляем консоль с шпинделем ездящим вверх вниз (она же ось Y) Шпиндель располагается горизонтально сзади. С противоположной шпинделю стороны можно добавлять другие необходимые инструменты, резцы, дисковые и прочие фрезы. В итоге у вас передняя бабка токарного станка остается единым целым с станиной и родными направляющими, не страдает жесткость ничего не будет петь. нет необходимости покупать второй комплект рельс. На удлиненную поперечную подачу можно поставить линейный магазин с инструментом для всех необходимых обработок. Если же еще и станину повернуть на 90 градусов то можно добиться чтоб и на направляющие стружка не летела. В данном конкретном случае и с учетом того как это собрали вы - проще новую переднюю бабку сделать и к швеллерам присоединить, а токарный собрать обратно в кучу и продать за ненадобностью. Как-то так. Сообщение отредактировал constantine - 20.8.2012, 0:23 |
|
|
|
|
20.8.2012, 0:56
Сообщение
#18
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 134 Регистрация: 13.6.2012 Из: Молдова Пользователь №: 33748 |
Цитата(constantine @ 20.8.2012, 0:21) Саш - надо было использовать эту станину, повернуть или не поворачивать ее на 90градусов - дело десятое. Не меняя кинематики и ничего не поворачивая - можно сделать так: Берем и меняем поперечную подачу удлиняя ее (она превращается в "ось Z") На нее ставим вертикальную ось и добавляем консоль с шпинделем ездящим вверх вниз (она же ось Y) Шпиндель располагается горизонтально сзади. С противоположной шпинделю стороны можно добавлять другие необходимые инструменты, резцы, дисковые и прочие фрезы. В итоге у вас передняя бабка токарного станка остается единым целым с станиной и родными направляющими, не страдает жесткость ничего не будет петь. нет необходимости покупать второй комплект рельс. На удлиненную поперечную подачу можно поставить линейный магазин с инструментом для всех необходимых обработок. Если же еще и станину повернуть на 90 градусов то можно добиться чтоб и на направляющие стружка не летела. В данном конкретном случае и с учетом того как это собрали вы - проще новую переднюю бабку сделать и к швеллерам присоединить, а токарный собрать обратно в кучу и продать за ненадобностью. Как-то так. Чего то я не вполне понял что и как наверное поздно. Завтра разберемся с этим, а вот неплохо хоть как то кинематику набросать ручкой мне было бы проще. А так спасибо |
|
|
|
|
20.8.2012, 11:31
Сообщение
#19
|
|
|
Прописанный Группа: CNC-Magic friends Сообщений: 1623 Регистрация: 25.1.2007 Из: Northern Ireland Пользователь №: 88 |
QUOTE (Ekklesiast @ 19.8.2012, 22:56) Чего то я не вполне понял что и как наверное поздно. Завтра разберемся с этим, а вот неплохо хоть как то кинематику набросать ручкой мне было бы проще. А так спасибо Вечером приду - набросаю |
|
|
|
|
20.8.2012, 21:48
Сообщение
#20
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 134 Регистрация: 13.6.2012 Из: Молдова Пользователь №: 33748 |
Цитата(constantine @ 20.8.2012, 11:31) Вечером приду - набросаю Спасибо Константин! |
|
|
|
|
21.8.2012, 0:55
Сообщение
#21
|
||
|
Прописанный Группа: CNC-Magic friends Сообщений: 1623 Регистрация: 25.1.2007 Из: Northern Ireland Пользователь №: 88 |
QUOTE (Ekklesiast @ 20.8.2012, 19:48) Спасибо Константин! Что-то такого плана.
Сообщение отредактировал constantine - 21.8.2012, 0:55 |
|
|
|
|
|
|
2.9.2012, 21:54
Сообщение
#22
|
|||||||||
|
Завсегдатай Группа: Пользователи Сообщений: 134 Регистрация: 13.6.2012 Из: Молдова Пользователь №: 33748 |
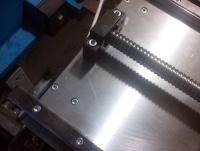
Продолжаем постройку станка, закрепили направляющие по X и Z.
|
||||||||
|
|
|
||||||||







|
10.1.2016, 19:42
Сообщение
#23
|
|
|
Новичок Группа: Пользователи Сообщений: 40 Регистрация: 19.10.2014 Из: Ярославль Пользователь №: 36867 |
Как там станок ? Доделали?
|
|
|
|
|
1 чел. читают эту тему (гостей: 1, скрытых пользователей: 0)
Пользователей: 0
|
|
Текстовая версия | Сейчас: 28.4.2024, 1:50 |