
|

|
Здравствуйте, гость ( Вход | Регистрация )

  |

 11.11.2012, 10:05 11.11.2012, 10:05
Сообщение
#1
|
|||
|
Технический турист  Группа: Пользователи Сообщений: 17 Регистрация: 31.10.2012 Из: Тюмень Пользователь №: 34257 |
Здравствуйте уважаемые.
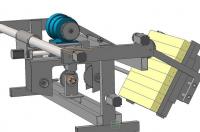
Вот решил собрать такой примерно комбайн. Примерные характеристики. Макс. размер обрабатываемой заготовки 140х140х1200 Частота вращения заготовки 10-400 об/мин. Частота вращения дисковой фрезы от 6000 об. /мин. Частота вращения концевой фрезы от 18000 об./мин Эл. Привод шпинделей 1.5кВт 3000 об/мин.асинхронный плюс ЧП. Шд 28 кг. 3-5шт. Помогите советами и информацией. Какие программы потребуются для создания 3Д моделей и программа для управления станка? Ещё проблема, где взять угловой редуктор 1/3 до 25 000 об/мин.? Интернет рою, но пока не нахожу. Возможно всё это хозяйство из 5Шд запрограммировать? Инструмент должен обрабатывать поочерёдно дисковой фрезой снимать лишнее потом доводить концевой фрезой определённые участки. Буду благодарен за любую помощь. Сам работал в начале 90 х годов на советском токарнике с Ч.П.У. но там программы в ручную составлял так что опыта считайте нет.
Эскизы прикрепленных изображений
|
||
 |
 
|
||




|
11.11.2012, 11:51
Сообщение
#2
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 133 Регистрация: 2.1.2009 Из: Москва Пользователь №: 19495 |
Цитата(Nikoloss @ 11.11.2012, 8:05)  Частота вращения заготовки 10-400 об/мин. Частота вращения дисковой фрезы от 6000 об. /мин. Частота вращения концевой фрезы от 18000 об./мин Эл. Привод шпинделей 1.5кВт 3000 об/мин.асинхронный плюс ЧП. Ещё проблема, где взять угловой редуктор 1/3 до 25 000 об/мин.? Интернет рою, но пока не нахожу. Угловой редуктор на такие обороты лично я не встречал.  Если взять ваши 25 т.об/мин и разделить на 3 (угловой редуктор), где вы возьмете 8000 об/мин. Надеюсь вы не асинхронный мотор собираетесь разгонять? Если взять ваши 25 т.об/мин и разделить на 3 (угловой редуктор), где вы возьмете 8000 об/мин. Надеюсь вы не асинхронный мотор собираетесь разгонять? 
|
|
|
|

|
11.11.2012, 12:40
Сообщение
#3
|
||
|
Технический турист Группа: Пользователи Сообщений: 17 Регистрация: 31.10.2012 Из: Тюмень Пользователь №: 34257 |
Если посмотреть внимательнее то можно заметить что зубчатые шкивы на двигателе в два раза больше чем на шпинделях.
Эскизы прикрепленных изображений
|
|
|
|
|
|

|
11.11.2012, 12:43
Сообщение
#4
|
|
 Прописанный Группа: Главные администраторы Сообщений: 3127 Регистрация: 7.10.2006 Из: Санкт-Петербург Пользователь №: 4 |
думаю нужно выжечь,причем вальцами.

-------------------- Проблем нет,есть задачи.
|
|
|
|

|
11.11.2012, 13:15
Сообщение
#5
|
|
|
Прописанный Группа: CNC-Magic friends Сообщений: 1623 Регистрация: 25.1.2007 Из: Northern Ireland Пользователь №: 88 |
Цитата(Nikoloss @ 11.11.2012, 9:40) Если посмотреть внимательнее то можно заметить что зубчатые шкивы на двигателе в два раза больше чем на шпинделях. А зачем извращаться и почему не применить отдельно - циркулярную пилу под дисковую фрезу и фрезер - под фрезер? Опять же вращение циркулярной нужно делать вниз - чтобы говно не летело куда не надо. И чтобы все было жестким и работало как надо - надо использовать под это дело какой нибудь токарный станок. Привод поворота заготовки в свою очередь следует сделать через электромагнитную муфту, разделяя просто вращение и вращение от шаговика. Вообще в этом деле - главное правильно организовать жесткость, удобство обслуживания и сбор стружки - вы же будете дерево в опилки - килограммами переводить. Сообщение отредактировал constantine - 11.11.2012, 13:16 |
|
|
|

|
11.11.2012, 13:49
Сообщение
#6
|
|
|
Технический турист Группа: Пользователи Сообщений: 17 Регистрация: 31.10.2012 Из: Тюмень Пользователь №: 34257 |
Токарного станка лишнего у меня нет, чтобы использовать готовую раму.
Во вторых ( если вы имеете в виду установку ручного фрезера и циркулярной пилы) 1 не долговечность коллекторны приводов. 2 Шумность, редуктор, щётки. 3 Не достаточно жёсткая характеристика, снижают обороты под нагрузкой. 4 Не серьёзные потшипники и вообще на ручных пилах часто появляются лювты. Сообщение отредактировал Nikoloss - 11.11.2012, 13:50 |
|
|
|
|
12.11.2012, 1:33
Сообщение
#7
|
|
|
Прописанный Группа: CNC-Magic friends Сообщений: 1623 Регистрация: 25.1.2007 Из: Northern Ireland Пользователь №: 88 |
Цитата(Nikoloss @ 11.11.2012, 10:49) Токарного станка лишнего у меня нет, чтобы использовать готовую раму. Во вторых ( если вы имеете в виду установку ручного фрезера и циркулярной пилы) 1 не долговечность коллекторны приводов. 2 Шумность, редуктор, щётки. 3 Не достаточно жёсткая характеристика, снижают обороты под нагрузкой. 4 Не серьёзные потшипники и вообще на ручных пилах часто появляются лювты. всяко долговечнее и надежнее чем самострой. А пилы - купили 4 штуки и гоняйте их пока не сдохнут, сдохли - заменяете и все. Опять же - одна ручная циркулярная пила переживает 10-20 дисков. Насчет токарника - цена в которую это все выльется всяко окупит подобную покупку. Задайтесь вопросом - почему так мало самодельных токарных станков? Сообщение отредактировал constantine - 12.11.2012, 1:34 |
|
|
|
|
12.11.2012, 11:58
Сообщение
#8
|
|
|
Технический турист Группа: Пользователи Сообщений: 17 Регистрация: 31.10.2012 Из: Тюмень Пользователь №: 34257 |
Цитата(constantine @ 11.11.2012, 21:33) всяко долговечнее и надежнее чем самострой. А пилы - купили 4 штуки и гоняйте их пока не сдохнут, сдохли - заменяете и все. Опять же - одна ручная циркулярная пила переживает 10-20 дисков. Насчет токарника - цена в которую это все выльется всяко окупит подобную покупку. Задайтесь вопросом - почему так мало самодельных токарных станков? Не знаю, может металорежущих станков токарных самодельных полностью и мало а по дереву полно. А не один сделал http://www.chipmaker.ru/topic/84314/page__fromsearch__1 но копировальные надоели да и дома делать большие объёмы за копейки не реально а с ЧПУ надеюсь увеличить значительно добавленную стоимость. Я вообще хотел конкретно спросить, то что инструмент разный ведёт обработку с разных сторон последовательно. Какие проблемы могут возникнуть? |
|
|
|
|
12.11.2012, 12:59
Сообщение
#9
|
|
|
Прописанный Группа: CNC-Magic friends Сообщений: 1623 Регистрация: 25.1.2007 Из: Northern Ireland Пользователь №: 88 |
Цитата(Nikoloss @ 12.11.2012, 8:58) Не знаю, может металорежущих станков токарных самодельных полностью и мало а по дереву полно. А не один сделал http://www.chipmaker.ru/topic/84314/page__fromsearch__1 но копировальные надоели да и дома делать большие объёмы за копейки не реально а с ЧПУ надеюсь увеличить значительно добавленную стоимость. Я вообще хотел конкретно спросить, то что инструмент разный ведёт обработку с разных сторон последовательно. Какие проблемы могут возникнуть? Да никаких проблем, это стандартная практика, на токарниках иногда ставят магазин инструмента и обрабатывают деталь каждым последовательно. Копировальные посмотрел - забавно но довольно несерьезно, хотя да, по дереву вероятно работает и неплохо. я все равно делал бы из стандартных деталей и использовал токарный с хорошей тяжелой станиной. |
|
|
|
|
12.11.2012, 13:48
Сообщение
#10
|
|
|
Технический турист Группа: Пользователи Сообщений: 17 Регистрация: 31.10.2012 Из: Тюмень Пользователь №: 34257 |
Цитата(constantine @ 12.11.2012, 8:59) Да никаких проблем, это стандартная практика, на токарниках иногда ставят магазин инструмента и обрабатывают деталь каждым последовательно. Копировальные посмотрел - забавно но довольно несерьезно, хотя да, по дереву вероятно работает и неплохо. я все равно делал бы из стандартных деталей и использовал токарный с хорошей тяжелой станиной. Но там весь инструмент, хоть он и разный с одной стороны работает? По поводу тяжёлой станины, это всегда хорошо. Стоит у меня ещё один под обработку резцом, его в двоём поднять малореально. Но там и обороты до 3000 на заготовке. А тут я думаю для максимального сечения 140х140 обороты для дисковой фрезы около 150 а для концевой 10 об/мин. Ещё вопрос можно на прямую шаговик подцепить от10 до 400 об/мин на заготовку? ШД 28 кг мах. сечение выше написал. |
|
|
|
|
12.11.2012, 14:04
Сообщение
#11
|
|
|
Прописанный Группа: CNC-Magic friends Сообщений: 1623 Регистрация: 25.1.2007 Из: Northern Ireland Пользователь №: 88 |
Цитата(Nikoloss @ 12.11.2012, 10:48) Но там весь инструмент, хоть он и разный с одной стороны работает? По поводу тяжёлой станины, это всегда хорошо. Стоит у меня ещё один под обработку резцом, его в двоём поднять малореально. Но там и обороты до 3000 на заготовке. А тут я думаю для максимального сечения 140х140 обороты для дисковой фрезы около 150 а для концевой 10 об/мин. Ещё вопрос можно на прямую шаговик подцепить от10 до 400 об/мин на заготовку? ШД 28 кг мах. сечение выше написал. Нет - шаговик не потянет. У шаговика момент - 28кг*см т.е. на расстоянии 5 см от центра момент будет в пять раз меньше - 5,6кг. На расстоянии 10см - момент станет 2,8кг и это без учета падения момента на высоких оборотах. А нужно иметь запас. Потому мотор туда нужен будет раза в три четыре мощнее. Я бы честно говоря не маялся ерундой а поставил электромагнитную муфту от автомобиля и подключил два мотора - шаговик с ременным редуктором 5:1 для фрезера и обычный мотор - для пилы. |
|
|
|
|
12.11.2012, 15:09
Сообщение
#12
|
|
|
Технический турист Группа: Пользователи Сообщений: 17 Регистрация: 31.10.2012 Из: Тюмень Пользователь №: 34257 |
Понял, поставлю два шкива зубчатых жигулёвских один к двум и на этом ограничусь. А где муфта эллектромагнитная на авто стоит, не могу вспомнить.
Но в любом случае ещё один движёк асинхронный, тогда и ЧП и муфта да ещё какието детали понадобятся, дорого получится. В случае чего пожертвую скоростью, может в качестве приобрету или лучше медленно вращать заготовку но снимать большёй объём материалла. Если кто темой интересуется по инструменту для токарки можно сдесь посмотреть http://forum.woodtools.ru/index.php?topic=39365.175 Для обычной токарки у меня копировальные есть а я бы что то токарно, с "гнутыми" элементами и какието сегменты, "вставки" скульптурные хотел на этом оборудовании делать. Вот ещё вопрос. Убрать лишнее дисковой фрезой а потом концевой доваять "скульптуру", как бы получается это разные по внешнему виду детали или можно в программе указать что первые проходы делает именно дисковый инструмент и прога сама расчитает траекторию всех перемежений? Извеняюсь, может детский вопрос? И на задний центр а также магазин поштучной выдачи заготовок ШД то же ставить не стоит (если правельно понял). Придётся поставить что то автомобильное с червячными редукторами. Моментные муфты сам сляпаю плюс по два концевика плюс 4 реле плюс блок питания... Но это всё равно дешевле чем ШД с редукторами и драйверами. Сообщение отредактировал Nikoloss - 12.11.2012, 15:40 |
|
|
|
|
12.11.2012, 15:30
Сообщение
#13
|
|
|
Прописанный Группа: CNC-Magic friends Сообщений: 1623 Регистрация: 25.1.2007 Из: Northern Ireland Пользователь №: 88 |
Цитата(Nikoloss @ 12.11.2012, 12:09) Понял, поставлю два шкива зубчатых жигулёвских один к двум и на этом ограничусь. А где муфта эллектромагнитная на авто стоит, не могу вспомнить. Муфта на шкиве компрессора кондиционера стоит, питается от 12 вольт. Цитата Вот ещё вопрос. Убрать лишнее дисковой фрезой а потом концевой доваять "скульптуру", как бы получается это разные детали или можно в программе указать что первые проходы делает именно дисковый инструмент и прога сама расчитает траекторию всех перемежений? Извеняюсь, может детский вопрос? Делаете две программы - одна рассчитанная под дисковую фрезу, как токарник, только смотрите, классически Z - вдоль заготовки а X - радиус хотя это настраивается. Вторая - рассчитана под концевую, как фрезер с разверткой по оси А или Y - тут уж как душе угодно. Затем добавляете смену координат/homing - учитывающий положения инструментов между этими программами и собираете оба файла в один. Опять же доваять скульптуру - лучше фигурной концевой фрезой, добавляя всякого сорта продольные элементы и фигурные углубления в плоских частях заготовок. Цитата И на задний центр а также магазин поштучной выдачи заготовок ШД то же ставить не стоит. Придётся поставить что то автомобильное с червячными редукторами. Моментные муфты сам сляпаю плюс по два концевика плюс 4 реле плюс блок питания... Но это всё равно дешевле чем ШД с редукторами и драйверами. Покупаете пару тройку 12-ти вольтовых шуруповертов (можно только тушки, без батарей) и используете их как приводы - там и обгонная муфта и настройка момента и патрон для зажима. Управляете при помощи реле. Можно с другой стороны и шаговики - это уж на вкус и цвет. |
|
|
|
|
12.11.2012, 18:35
Сообщение
#14
|
|||
|
Технический турист Группа: Пользователи Сообщений: 17 Регистрация: 31.10.2012 Из: Тюмень Пользователь №: 34257 |
Константин спасибо. Кое что начинает прояснятся. А в какой программе лучше стряпать и соединять файлы? Что то посоветуете?
Вот моделька для обработки только дисковой фрезой. И как прописывать инструмент в таком случае? Как концевая фреза, может нарушится форма... Накидал в торопях, может не особо красиво но суть надеюсь понятна. Заготовка вращается медленно а пила заезжает за ось вращения и выезжает. Рисовал в "Компасе" но насколько наслышен для ЧПУ это бессмысленная программа? Сообщение отредактировал Nikoloss - 12.11.2012, 18:40
Эскизы прикрепленных изображений
|
||
|
|
|
||
|
12.11.2012, 19:38
Сообщение
#15
|
|
|
Прописанный Группа: CNC-Magic friends Сообщений: 1623 Регистрация: 25.1.2007 Из: Northern Ireland Пользователь №: 88 |
Цитата(Nikoloss @ 12.11.2012, 15:35) Константин спасибо. Кое что начинает прояснятся. А в какой программе лучше стряпать и соединять файлы? Что то посоветуете? Вот моделька для обработки только дисковой фрезой. И как прописывать инструмент в таком случае? Как концевая фреза, может нарушится форма... Накидал в торопях, может не особо красиво но суть надеюсь понятна. Заготовка вращается медленно а пила заезжает за ось вращения и выезжает. Рисовал в "Компасе" но насколько наслышен для ЧПУ это бессмысленная программа? Это делается в АртКАМе - но как конкретно - я не знаю. За основу берется ваша STL модель, каким-то образом определяется ось вращения, затем разворачивается (в данном конкретном случае разворачивается инструментом "диаметром" равным толщине вашего пильного диска и конечным профилем совпадающим с профилем диска. Это конечно будет не совсем правильно да и деталь будет вращаться "туда сюда" но работать будет. О более корректных способах - спрашивайте народ кто разбирается с АртКАМом по настоящему. |
|
|
|
|
13.11.2012, 21:12
Сообщение
#16
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 154 Регистрация: 3.4.2007 Из: Петербург Пользователь №: 182 |
QUOTE (Nikoloss @ 12.11.2012, 18:35) Константин спасибо. Кое что начинает прояснятся. А в какой программе лучше стряпать и соединять файлы? Что то посоветуете? Нет, небесполезная. Теперь вам нужно загрузить модель из Компаса в какую - либо CAM систему (Mastercam, PowerMill и тп) и создать управляющую программу. Нацеливаться на ArtCam lka таких работ, при все уважении к предыдущему оратору, не стал бы.Вот моделька для обработки только дисковой фрезой. И как прописывать инструмент в таком случае? Как концевая фреза, может нарушится форма... Накидал в торопях, может не особо красиво но суть надеюсь понятна. Заготовка вращается медленно а пила заезжает за ось вращения и выезжает. Рисовал в "Компасе" но насколько наслышен для ЧПУ это бессмысленная программа? |
|
|
|
|
14.11.2012, 0:40
Сообщение
#17
|
|
|
Прописанный Группа: CNC-Magic friends Сообщений: 1623 Регистрация: 25.1.2007 Из: Northern Ireland Пользователь №: 88 |
Цитата(MFS @ 13.11.2012, 18:12) Нет, небесполезная. Теперь вам нужно загрузить модель из Компаса в какую - либо CAM систему (Mastercam, PowerMill и тп) и создать управляющую программу. Нацеливаться на ArtCam lka таких работ, при все уважении к предыдущему оратору, не стал бы. Не претендую на истину в последней инстанции. Более того мне реализация на арткаме не очень нравится, нельзя сделать постоянное вращение и обрабатывать по токарному. |
|
|
|
|
14.11.2012, 3:47
Сообщение
#18
|
|
|
Технический турист Группа: Пользователи Сообщений: 17 Регистрация: 31.10.2012 Из: Тюмень Пользователь №: 34257 |
Цитата(MFS @ 13.11.2012, 16:12) Нет, небесполезная. Теперь вам нужно загрузить модель из Компаса в какую - либо CAM систему (Mastercam, PowerMill и тп) и создать управляющую программу. Нацеливаться на ArtCam lka таких работ, при все уважении к предыдущему оратору, не стал бы. Так, ... Правельно или нет я это себе представляю? Делаю в Компасе два файла (модели) первую для пилы-фрезы где обработанны отдельные участки до чистовых размеров а отдельные обработанны под дальнейшую обработку концевой фрезой. Беру полученную модель, уберая все операции кроме тех участков где подготавливалась поверхность под концевую фрезу сохраняю как другой файл и моделирую окончательно фрагмент под концевую фрезу. Сохраняю оба файла как..? Буквы какие должны стоять? Потом, если это получается, соединяю в один файл обработке в САМ программе? Так что ли? Сообщение отредактировал Nikoloss - 14.11.2012, 3:49 |
|
|
|
|
14.11.2012, 7:56
Сообщение
#19
|
|
|
Технический турист Группа: Пользователи Сообщений: 17 Регистрация: 31.10.2012 Из: Тюмень Пользователь №: 34257 |
Цитата(constantine @ 13.11.2012, 20:40) Не претендую на истину в последней инстанции. Более того мне реализация на арткаме не очень нравится, нельзя сделать постоянное вращение и обрабатывать по токарному. А какой САМ подайдёт оптимально? Чтобы и по токарному можно было обработать часть и фрезерную обработку разным инструментом по конструктиву и принципиально тоже . Как чисто токарку там без разници наверно дисовая фреза или резец. Просто форма режущих кромок их колличество и взаиморасположение разное. Это наверное можно указать? Ещё вопрос. Резец в 3 стороны резать обычно не может а фрезы обычно могут и хотелось бы это использовать, если я могу заказать программе обычную токарную обработку я могу указат что мой якобы резец режет во все стороны? Не любитель холостых ходов я. Сообщение отредактировал Nikoloss - 14.11.2012, 7:58 |
|
|
|
|
14.11.2012, 12:47
Сообщение
#20
|
|
|
Прописанный Группа: CNC-Magic friends Сообщений: 1623 Регистрация: 25.1.2007 Из: Northern Ireland Пользователь №: 88 |
Цитата(Nikoloss @ 14.11.2012, 0:47) Так, ... Правельно или нет я это себе представляю? Делаю в Компасе два файла (модели) первую для пилы-фрезы где обработанны отдельные участки до чистовых размеров а отдельные обработанны под дальнейшую обработку концевой фрезой. Беру полученную модель, уберая все операции кроме тех участков где подготавливалась поверхность под концевую фрезу сохраняю как другой файл и моделирую окончательно фрагмент под концевую фрезу. Сохраняю оба файла как..? Буквы какие должны стоять? Потом, если это получается, соединяю в один файл обработке в САМ программе? Так что ли? Не так, В компасе делаете одну модель - конечную. В КАМе делаете первую обработку - одним инструментом, вторую чистовую - другим. На выходе получаете деталь идентичную модели. |
|
|
|
|
15.11.2012, 7:48
Сообщение
#21
|
|
|
Технический турист Группа: Пользователи Сообщений: 17 Регистрация: 31.10.2012 Из: Тюмень Пользователь №: 34257 |
Перичитал всё несколько раз, вроде дошло. Просто если я ноль в этой теме значение некоторых комбинаций слов до меня тяжело доходит. Проверил "Компас", есть там возможность сохранять в формате STL, то есть САМ такой файл увидет и сможет с ним работать?
Если правельно понял Константина то в ArtCAMе нет подобной обработки дисковой фрезой и придётся выдавать её за концевую избегая вогнутых поверхностей с радиусом меньшем радиуса фрезы. А вот FeatureCAM там есть токарно-фрезерный модуль или ничего нового в отличии от ArtCAM он не даёт? Сообщение отредактировал Nikoloss - 15.11.2012, 7:50 |
|
|
|
|
16.11.2012, 22:22
Сообщение
#22
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 154 Регистрация: 3.4.2007 Из: Петербург Пользователь №: 182 |
QUOTE (Nikoloss @ 15.11.2012, 8:48) Перичитал всё несколько раз, вроде дошло. Просто если я ноль в этой теме значение некоторых комбинаций слов до меня тяжело доходит. Проверил "Компас", есть там возможность сохранять в формате STL, то есть САМ такой файл увидет и сможет с ним работать? Нормальный САМ увидит и IGES и STEP? а это куда более правильные форматы.QUOTE (Nikoloss @ 15.11.2012, 8:48) Если правельно понял Константина то в ArtCAMе нет подобной обработки дисковой фрезой и придётся выдавать её за концевую избегая вогнутых поверхностей с радиусом меньшем радиуса фрезы. А вот FeatureCAM там есть токарно-фрезерный модуль или ничего нового в отличии от ArtCAM он не даёт? Фрезеровать диском в токарке по объемной модели - это не очень просто, поэтому ArtCam тут точно отдыхает, PowerMill может это после танцев с бубном, остальные - не знаю.
|
|
|
|
|
17.11.2012, 5:22
Сообщение
#23
|
|
|
Технический турист Группа: Пользователи Сообщений: 17 Регистрация: 31.10.2012 Из: Тюмень Пользователь №: 34257 |
Цитата(MFS @ 16.11.2012, 17:22) Нормальный САМ увидит и IGES и STEP? а это куда более правильные форматы. Фрезеровать диском в токарке по объемной модели - это не очень просто, поэтому ArtCam тут точно отдыхает, PowerMill может это после танцев с бубном, остальные - не знаю. В IGES и STEP AP203 то же может сохранять "Компас 11" . Ну если нет програм заточенных под обработку дисковой фрезой тогда наверно попробую АРТКАМ скачать. Танци с бубном это надо понимать Придётся делать одну модель подрузамевая какая выйдет на самом деле? И такой вариант терпим. Написал на " Пурилоджик" с прозьбой скомплектовать набор эллектронники на базе ШД 57-110 4А молчат в ответ. Может скажет кто список деталей полный для таких дв. попробую в разнобой купить, целиком комплектов на новом сайте у них не вижу. |
|
|
|
|
17.11.2012, 13:36
Сообщение
#24
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 154 Регистрация: 3.4.2007 Из: Петербург Пользователь №: 182 |
QUOTE В IGES и STEP AP203 то же может сохранять "Компас 11" . Да почти все могут.QUOTE Ну если нет програм заточенных под обработку дисковой фрезой тогда наверно попробую АРТКАМ скачать. Я бы не стал.QUOTE Танци с бубном это надо понимать Придётся делать одну модель подрузамевая какая выйдет на самом деле? И такой вариант терпим. Нет, придется малость поизголяться с постпроцессором, манипуляции с моделью по моему дурной тон. А вот в ArtCam это будет наказание.
|
|
|
|
|
17.11.2012, 14:56
Сообщение
#25
|
|
|
Технический турист Группа: Пользователи Сообщений: 17 Регистрация: 31.10.2012 Из: Тюмень Пользователь №: 34257 |
Убедили, спасибо. PowerMill буду искать. АРТкам нашёл но инструкция в Кряке оказалась на английскам, засада, я с ним совсем плох.
И всё таки какие компаненты входят в полный набор эллектронники, если неохото отвечать на примитивные вопросы кинте ссылку пожалуйста! А постпроцессор уже входит в состав САМ или отдельно надо искать? Сообщение отредактировал Nikoloss - 17.11.2012, 15:22 |
|
|
|
|
1 чел. читают эту тему (гостей: 1, скрытых пользователей: 0)
Пользователей: 0
|
|
Текстовая версия | Сейчас: 30.4.2024, 18:14 |