
|

|
Здравствуйте, гость ( Вход | Регистрация )

  |

 6.2.2010, 11:56 6.2.2010, 11:56
Сообщение
#1
|
||
|
Завсегдатай  Группа: Пользователи Сообщений: 135 Регистрация: 17.12.2009 Из: г.Краснодар Пользователь №: 29993 |
Доброго времени суток всем вошедшим. Предлагаю к рассмотрению и доработке методику расчет момента на валу шагового двигателя, необходимого для вращения ШВП в процессе фрезерования. Для упрощения расчет пытаюсь вести от мощности привода главного движения через диаметр фрезы, момент ее вращения, далее - усилие, оказываемое пером вращающейся фрезы на заготовку и следовательно ШВП. Ну и через геометрию винта (соотношение диаметра и шага - в расчете обозвано коэффициентом редукции ШВП) рассчитываю момент, небходимый для преодоления винтом этого усилия.
Сразу скажу, что мне пока не понятно, каким путем правильнее вести данный расчет, но об этом позже. А пока просто прошу помощи у опытной аудитории в данном расчете. Сам расчет привожу в прикрепленном файле.
Это скриншот расчета Mathcad. Для расчета принимаю необходимость работать по стали и цветмету концевой фрезой диаметром 8мм. Обороты принимаю 3000об/мин (режим по цветмету). Ходовой винт 16мм (правда не уверен, что этого достаточно). Шаг винта 5мм (также прошу уточнить, т.к. на пурелогике не нашел данных). В расчете принят более тяжелый режим - встречное фрезерование и полагается, что от движения пера фрезы в металле и создается наибольшая нагрузка, которую преодолевает ШВП. При этом утрированно принято, что главный привод работает при номинальной мощности и нагрузке, чтобы гарантированно перекрыть все возможный варианты условий обработки. Потери на трение в ШВП не учтены. Все ли так и правильно учтено? Понямаю, что результат 61(кгс х см) - величина завышенная. Насколько? Думаю, что наши опытные станкостроители знают или по крайней мере чувствуют ответ. Думаю, что Men или Алекс могут сказать, если снизойдут с высот. Жду конструктивных комментариев. Пасиб... |
|
 |
 
|
|




|
6.2.2010, 19:21
Сообщение
#2
|
|
 Прописанный Группа: Главные администраторы Сообщений: 3127 Регистрация: 7.10.2006 Из: Санкт-Петербург Пользователь №: 4 |
Вы даже не рассматриваете изменение момента шагового мотора в зависимости от оборотов.
Не учитываете перемещаемые массы и ускорения при этом. И полученный вами момент на вскидку- завышен. -------------------- Проблем нет,есть задачи.
|
|
|
|

|
6.2.2010, 22:53
Сообщение
#3
|
|
|
Постоялец Группа: Пользователи Сообщений: 85 Регистрация: 12.12.2007 Пользователь №: 1403 |
Зачем так мучаться?
Заходим на калькулятор режимов, например, сандвик Материал детали 40Х13 Национальный стандарт ГОСТ Твердость 250 HB Сплавы Coromant 1025 Параметры (выбрать fz, hex или hm) Подача на зуб (fz): 0.1 mm Максимальная толщина стружки (hex): Средняя толщина стружки (hm): Режущий диаметр (Dc):8 mm Главный угол резания: 90 ° Число эффективных режущих кромок (zc): 2 шт. Глубина резания (ap): 8 mm Рабочая поверхность контакта (ae): 8 mm Начало рабочей поверхности контакта (aei): 8 mm Рекомендации по режимам резания Скорость резания (vc) 220 m/min Обороты шпинделя (n) 8754 об/мин Скорость подачи (vf): 1751 mm/min Мощность резания (Pc): 6.8 kW Скорость съема металла (Q): 112 cmі/min Момент резания (Mc): 7.4 Nm Конечно не следует прям так сразу такие режимы использовать, а для расчета вполне информативно 1. нужен шпиндель >6.8 kW 2. усилие резания 7.4 Nm По подаче и шагу ШВП определить обороты мотора Определить момент на валу мотора Моменты бывают статические и динамические Посчитать момент инерции стола(суппорта, портала), винта, ротора мотора всего что движется Момент удержания винта, направляющих и т.д. Определить максимальное ускорение КПД ШВП ~0.9 Посмотреть умную книжку - метода по курсовому проектированию станков Пересчитать все заново и радоваться 
|
|
|
|

|
7.2.2010, 21:41
Сообщение
#4
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 135 Регистрация: 17.12.2009 Из: г.Краснодар Пользователь №: 29993 |
И вы все это считаете?!! Убиться веником... Ладна, будем барахтаться...
Режим обработки конечно дикий. Интересно, фрезы у Короманта действительно работают на таких режимах? У меня на таких скоростях просто садились. Правда Ханиты. А 0,1мм на зуб по стали да при Ae=D - это смерть... Молчу уже про хромистые стали и двухперые фрезы. Мощность главного привода выбирать не приходится: берем что есть. Вон Men режет сталь фрезой D45мм, дык привод 500Вт. Думаю соответственно и усилие резания меньше, и подачи, и глубина резания. Зависимость момента от частоты вращения нашел. Пасиб за указ. Полагаю для расчета в динамике надо задаться некоторым ускорением. Разумеется в пределах разумного. Книжку обещаю погуглить. Но если не лень прошу ссылку на нечто конкретное и проверенное. |
|
|
|
|
7.2.2010, 21:49
Сообщение
#5
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 135 Регистрация: 17.12.2009 Из: г.Краснодар Пользователь №: 29993 |
Цитата(AlexSpb @ 6.2.2010, 19:21)  Вы даже не рассматриваете изменение момента шагового мотора в зависимости от оборотов. Не учитываете перемещаемые массы и ускорения при этом. И полученный вами момент на вскидку- завышен. Пасиб. Жаль что вы как всегда немногословны. Если не трудно, какой ориентировочно момент вы предположили бы? И вообще может чего посоветуете поконкретнее. |
|
|
|
|
8.2.2010, 22:49
Сообщение
#6
|
|
|
Постоялец Группа: Пользователи Сообщений: 85 Регистрация: 12.12.2007 Пользователь №: 1403 |
Все это учитывать нужно только в том случае, когда вы хотите добиться нужных параметров быстродействия и режимов резания. Причем фрезеровка пазов не требует особых усилий. Основное ограничение будет максимальное ускорение, которое зависит от веса перемещаемых узлов и мощности привода. Кстати усилие резания при сверлении значительно больше, вот:
Hardness 160 HB сталь45 Insert grade 1220 твердый сплав внешнее охлаждение Parameters Drill diameter (Dc): 8 mm диаметр сверла Hole depth (L): 20 mm глубина vcMin - vcMax 80 - 140 Cutting speed (vc):106 m/min скорость резания Spindle speed (n):4218 rpm обороты fnMin - fnMax 0.15 - 0.34 Feed (fn):0,15 mm/r Feed (vf):633 mm/min подача Cutting data recommendation Net power (Pc): 1,6 kW чистая энергия, мощность на шпинделе Feed force (Ff): 867 N сила подачи Torque (Mc): 3,7 Nm момент на шпинделе Metal removal rate (Q): 32 cm³/min скорость съема метала Cutting time per hole (t):1.90 sec время на одно отверстие Hole depth: 2.50 xDc отношение длины отверстия к диаметру Делайте выводы. |
|
|
|
|
8.2.2010, 23:14
Сообщение
#7
|
|
|
Прописанный Группа: Главные администраторы Сообщений: 3127 Регистрация: 7.10.2006 Из: Санкт-Петербург Пользователь №: 4 |
Цитата Cutting data recommendation Net power (Pc): 1,6 kW чистая энергия, мощность на шпинделе Feed force (Ff): 867 N сила подачи Torque (Mc): 3,7 Nm момент на шпинделе Metal removal rate (Q): 32 cm³/min скорость съема метала Cutting time per hole (t):1.90 sec время на одно отверстие Hole depth: 2.50 xDc отношение длины отверстия к диаметру 867 N !!!,32 cm³/min Могу предположить масса станка тонн 5-8. Цитата Пасиб. Жаль что вы как всегда немногословны. Если не трудно, какой ориентировочно момент вы предположили бы? И вообще может чего посоветуете поконкретнее. Я могу предполагать только видя хоть эскиз,фото конструкции. -------------------- Проблем нет,есть задачи.
|
|
|
|
|
9.2.2010, 23:29
Сообщение
#8
|
|
|
Постоялец Группа: Пользователи Сообщений: 85 Регистрация: 12.12.2007 Пользователь №: 1403 |
Цитата 867 N !!!,32 cm³/min Могу предположить масса станка тонн 5-8. Сверлильный станок 2А125 (поправьте с первой цифрой если что) развивает 1500 кгс в направлении подачи ~15000 N Токарный 1и611 "ижак" в продольной подаче >150 кгс 867N ~ 88,5кгс Расчет на пальцах говорит, что при шаге винта 5мм и моторе, например, 20 кгс/см, суммарном КПД передачи 0,75 получим до 200 кгс на подачу или 1960 N. Так что не все так плохо и 5-8 тон не нужно
|
|
|
|
|
10.2.2010, 17:46
Сообщение
#9
|
|||||
|
Завсегдатай Группа: Пользователи Сообщений: 135 Регистрация: 17.12.2009 Из: г.Краснодар Пользователь №: 29993 |
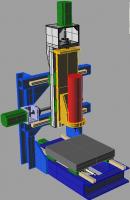
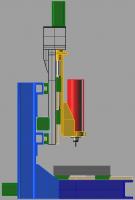
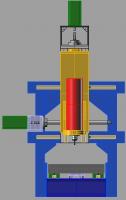
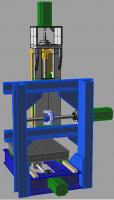
Цитата(AlexSpb @ 8.2.2010, 23:14) Я могу предполагать только видя хоть эскиз,фото конструкции. Не вопрос, выкладываю эскизы. Это начальные приблизительные прорисовки со столом 230х230мм и просветом 100мм. Но реально планируется 400х400х200мм. На эскизе прорирован Kress FME1050, но реально планирую разработку своего тихоходного шпинделя под сталь (очень понравилась конструкция MENа, может он изготовит, если ему это интересно). Мощность шпинделя видимо всего 0,5КВт. Конус планирую №30 7:24. Станина сварная из швеллеров 80мм или даже 120мм. Вариться будут отдельно будут рама и портал. Далее - отжиг, шлифовка. Соединение между ними штифтовое по развитым косынкам. Думаю, точно выполнить станину вполне реально. Направляющие рельсовые - Hiwin, с типоразмером не определился пока. Для них производитель заявляет просто немыслимые нагрузки: как-то настораживает. Пока готовлюсь к закупке комплектующих. В связи с этим и открыл данную тему. Весь спектр текущих вопросов таков: - мощность (момент) ШД - диаметр винтов ШВП (расчет на устойчивость уперся в максимальное усилие фрезерования, о чем и тема) - типоразмер рельсовых направляющих (исходные данные те же). Буду рад любым советам касательно моей конструкции.
Эскизы прикрепленных изображений
|
||||
|
|
|
||||
|
10.2.2010, 19:12
Сообщение
#10
|
|
|
Постоялец Группа: Пользователи Сообщений: 85 Регистрация: 12.12.2007 Пользователь №: 1403 |
Цитата(Technolog @ 10.2.2010, 16:46) Не вопрос, выкладываю эскизы. Это начальные приблизительные прорисовки со столом 230х230мм и просветом 100мм. Но реально планируется 400х400х200мм. На эскизе прорирован Kress FME1050, но реально планирую разработку своего тихоходного шпинделя под сталь (очень понравилась конструкция MENа, может он изготовит, если ему это интересно). Мощность шпинделя видимо всего 0,5КВт. Конус планирую №30 7:24. Станина сварная из швеллеров 80мм или даже 120мм. Вариться будут отдельно будут рама и портал. Далее - отжиг, шлифовка. Соединение между ними штифтовое по развитым косынкам. Думаю, точно выполнить станину вполне реально. Направляющие рельсовые - Hiwin, с типоразмером не определился пока. Для них производитель заявляет просто немыслимые нагрузки: как-то настораживает. Пока готовлюсь к закупке комплектующих. В связи с этим и открыл данную тему. Весь спектр текущих вопросов таков: - мощность (момент) ШД - диаметр винтов ШВП (расчет на устойчивость уперся в максимальное усилие фрезерования, о чем и тема) - типоразмер рельсовых направляющих (исходные данные те же). Буду рад любым советам касательно моей конструкции. Очень хорошая компоновка в плане жесткости и точности. Недостаток в сложности изменения высоты и больший габарит (если это нужно). Такая компоновка применялась в хороших координатно-расточных станках. У меня фрезер с крестовым столом 250х250х85мм с высотой проблем нет, а вот с точностью хуже. Доводил до работоспособного состояния самостоятельно. Все около 100 кг. Моторы ДШР-56-1,8-1200 ток фаз 2,5 А 24 кгс/см, но драйвер дает только 2А. Закреплены на консолях (минус для точности). Направляющие скольжения ласточкин хвост накладными пластинами (плохо для скорости и точности). Скорость ускоренного перемещения и подача до 1100 мм/мин, ускорение до 1g (больше не пробовал). Концы ШВП 16х5 свободные (может из-за этого скорость больше не дает). Шпиндель (аналогичный Kress) 850Вт 7000-32000 об/мин. Обрабатывал латунь, дюраль, сталь, закалённую сталь, пластики, стеклотекстолит. Фрезеровал только в скоростных режимах. Ставил вместо фрезерного шпинделя дрель 800Вт и сверлил дюраль, латунь, сталь (без охлаждения в детских режимах) Ф до 10мм. Устанавливал "болгарку" и разрезал калёные стальные трубки в длину. По поводу шпинделя - лучше иметь хороший запас по мощности. Сообщение отредактировал Xentaur - 10.2.2010, 19:32 |
|
|
|
|
10.2.2010, 23:54
Сообщение
#11
|
|
|
Прописанный Группа: Главные администраторы Сообщений: 3127 Регистрация: 7.10.2006 Из: Санкт-Петербург Пользователь №: 4 |
Почти Magic J
19 кг/см на вскидку будет достаточно. И швп по Х не пантуйтесь,а поставьте посередине. -------------------- Проблем нет,есть задачи.
|
|
|
|
|
11.2.2010, 0:05
Сообщение
#12
|
|
|
Постоялец Группа: Пользователи Сообщений: 85 Регистрация: 12.12.2007 Пользователь №: 1403 |
Хорошо продумайте узел крепления гайки ШВП, муфту, подшипники ШВП и крепления шаговиков.
|
|
|
|
|
11.2.2010, 0:10
Сообщение
#13
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 135 Регистрация: 17.12.2009 Из: г.Краснодар Пользователь №: 29993 |
Во пасиб! Это уже что-то... Пара уточнений:
1-Сорьте, я не понял о сложности изменения какой высоты вы упомянули. Я упирался в сложность установки направляющих Z, т.к. по-любому получается консоль. Ну т.е. шпиндель какбы выступает над плоскостью направляющих по Y. Получается нежелательный рычаг, уменьшить который можно только расширением базы вдоль Y, а это вытекает в стоимость рельс и габарит. Впрочем габарит меня не пугает: лишь бы работало как следует :) 2-Вы указали ускорения 1g. Это не описка? У меня на скоростном станке установлено 0,5м/сек.кв. и это для линейного синхронника и вроде немало. А 1g=9,83м/сек.кв. - это для ШВП мне кажется фантастика. Сорьте, если я чего-то не понял. А вообще, у нас стоит танок именно в таком решении, т.е. неподвижный портал, на портале суппорт подвижный вдоль Y, стол подвижен вдоль Х. Мне это показалось достаточно жестким решением, если правильно обыграть суппорт. Недостаток еще в неэкономичном расходе рельс, т.к. их длина вдоль Х=длина стола х2. Ну и габарит. Станок хочу тихоходный, больше силовой. Шпиндель видимо потребуется мощный. Привлекает применение понижающего ремня или лучше пластиковые шестерни, т.к. они дадут больше передаточное отношение. Судя по работам MENa полукиловата для неспешной работы станка вполне хватает. Просто движки громоздкие и тяжелые - таскать на суппорте тяжело будет. А вам за подробности спасибо, толково и информативно. Кстати, может что-нибудь по электронике посоветуете, ее тоже заказывать пора. |
|
|
|
|
11.2.2010, 0:13
Сообщение
#14
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 135 Регистрация: 17.12.2009 Из: г.Краснодар Пользователь №: 29993 |
Цитата(AlexSpb @ 10.2.2010, 23:54) Почти Magic J 19 кг/см на вскидку будет достаточно. И швп по Х не пантуйтесь,а поставьте посередине. Простите Алекс, я не понял насчет установки швп по Х посередине. Имеется ввиду по высоте? |
|
|
|
|
11.2.2010, 0:26
Сообщение
#15
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 135 Регистрация: 17.12.2009 Из: г.Краснодар Пользователь №: 29993 |
Цитата(Xentaur @ 11.2.2010, 0:05) Хорошо продумайте узел крепления гайки ШВП, муфту, подшипники ШВП и крепления шаговиков. Сюда же до кучи я бы добавил конструкцию крепления рельс к раме. Тут тоже не все понятно. Планирую детализировать все эти элементы после получения комплектующих. Пока собираю информацию (а ее мало), глотаю форумы, голова пухнет :) все ж таки первый станок! |
|
|
|
|
12.2.2010, 0:34
Сообщение
#16
|
|
|
Постоялец Группа: Пользователи Сообщений: 85 Регистрация: 12.12.2007 Пользователь №: 1403 |
По высоте - если предполагается установка тисков, патрона или еще чего на стол, то неплохо иметь возможность поднимать портал, например на 100-200мм и больше.
Про ускорение в 1g посмотрю проверю, но и скорости у меня не 30м/мин. Тихоходный станок - бред ИМХО (исключение - обработка нержавейки и титана быстрорезом). Подумайте нужна ли вам ситема охлаждения и какая. Кроме мощности шпинделя потребуется еще его жесткость. Если нет 3х фазной сети понадобится частотник для асинхронного двигателя. Скачайте печатные каталоги SUMITOMO и SANDVIK посмотрите на режимы обработки, пример - алюминиевые сплавы F=2000мм/мин S=10000об/мин ф=8мм(это по памяти). Исходя из режимов обработки ваших материалов рассчитывайте параметры станка так, чтобы не получить дорогую игрушку или хотя бы осознавать что получится. Сообщение отредактировал Xentaur - 12.2.2010, 0:51 |
|
|
|
|
13.2.2010, 23:52
Сообщение
#17
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 135 Регистрация: 17.12.2009 Из: г.Краснодар Пользователь №: 29993 |
Цитата(Xentaur @ 12.2.2010, 0:34) По высоте - если предполагается установка тисков, патрона или еще чего на стол, то неплохо иметь возможность поднимать портал, например на 100-200мм и больше. Про ускорение в 1g посмотрю проверю, но и скорости у меня не 30м/мин. Тихоходный станок - бред ИМХО (исключение - обработка нержавейки и титана быстрорезом). Подумайте нужна ли вам ситема охлаждения и какая. Кроме мощности шпинделя потребуется еще его жесткость. Если нет 3х фазной сети понадобится частотник для асинхронного двигателя. Скачайте печатные каталоги SUMITOMO и SANDVIK посмотрите на режимы обработки, пример - алюминиевые сплавы F=2000мм/мин S=10000об/мин ф=8мм(это по памяти). Исходя из режимов обработки ваших материалов рассчитывайте параметры станка так, чтобы не получить дорогую игрушку или хотя бы осознавать что получится. Насчет высоты портала надо подумать. У нас один из станков - старый СКФ, но с Фануком. На нем делаем черновые и сталь. Удобный просвет около 300мм от стола до шпинделя. Спокойно ставим тиски, длинные сверлильные патроны. Хорошее дело. Только вот аппарат этот имеет габарит далеко не настольного фрезера - на 3кв.м. тянет без стойки. Мне такой не потянуть. Ладна бум думать... Насчет тихоходности - тоже надо просто посчитать обороты, подачи и мощности. Пока руки и прочее не доходят. Конечно хочется полноценный аппарат, но компромисс реализуется чаще чем консенсус  :) :) А вот про охлаждение знаю точно: хочу однозначно СОЖ, впоследствии возможен туман. В конструкции оставляю место для ограждений по периметру стола (так реализовано на работе). Думаю, что режим приведенный вами похож на реальный. По крайней мере я сам работаю восьмеркой на 0,06мм/зуб (по цветмету). Можно и быстрее до 0,1мм/зуб, но страшно. Но оборотов и подач таких у себя даже не представляю, станок не дает. Разгонял SGS-фрезу до 4500об/мин - хороший режим (больше станок не дает). А вот Hanita и BestCarbide заскрипели на частотах более 3000об/мин. А вы говорите 10000!  Т.е. если рассчитать станок на аналогичный моему режим D8k F=1000мм/мин S=5000об/мин, то уже получается неплохая машина. Разумеется при условии возможности работы и быстроходным шпинделем скажем фрезой D3k F=30000мм/мин S=6000об/мин, а также D1s F=2000мм/мин S=60000об/мин. Это был бы предел мечтаний. Но боюсь что при столь массивной станине (см.черновой режим D8k) разогнать до 6000мм/мин (чистовой режим D1s) фрезу можно только на очень длинных линейных ходах, наподобие как в HSC. Или при ОЧЕНЬ мощном приводе подач, как в моем первоначальном расчете. Возможно ли чуть ли не в гаражных условиях построить HAAS?!!.. В любом случае постараюсь в ближайшее время сделать расчет масс, ускорений и подач и представить на ваш суд... Еще раз спасибо за участие |
|
|
|
|
15.2.2010, 23:28
Сообщение
#18
|
|
|
Постоялец Группа: Пользователи Сообщений: 85 Регистрация: 12.12.2007 Пользователь №: 1403 |
Вот тут рекомендуемые режимы SGS. Алюминий фреза ф8 2 зуба S=15000об/мин F=2250 мм/мин для 4х зубой подача в двое больше.
Про HAAS из личного опыта работы - станки перенавороченные, далеко не лучшие для подрожания (ИМХО). Да, в гаражных условиях можно собрать очень достойные станки. Но на сторону придется обращаться за фрезеровкой, шлифовкой . . . |
|
|
|
|
16.2.2010, 21:20
Сообщение
#19
|
|
|
Завсегдатай Группа: Пользователи Сообщений: 135 Регистрация: 17.12.2009 Из: г.Краснодар Пользователь №: 29993 |
Цитата(Xentaur @ 15.2.2010, 23:28) Вот тут рекомендуемые режимы SGS. Алюминий фреза ф8 2 зуба S=15000об/мин F=2250 мм/мин для 4х зубой подача в двое больше. Про HAAS из личного опыта работы - станки перенавороченные, далеко не лучшие для подрожания (ИМХО). Да, в гаражных условиях можно собрать очень достойные станки. Но на сторону придется обращаться за фрезеровкой, шлифовкой . . . Ваши ответы каждый раз прибавляют решимости собрать свой станок. Да, именно как вы пишете и планирую: термообработка, фрезеровка и шлифовка станины под заказ на станкостроительном заводе, мелкие детали свои сделают на фабрике, а сварка-сборка, фрезеровка мелочи и комплектация - сам в гараже. Пока наверное исчезну из эфира. На данный момент занимаюсь небольшим станком из подручных материалов - буквально из хозмага. Хочу почувствовать "как это движется". Знакомый электронщик обещал помочь с обратной связью для станка. Поиграюсь с выжиганием, рисованием маркером, может легкое фрезерование по пластику. Как что-то получится - отпишусь. Еще раз спасибо... |
|
|
|
|
16.2.2010, 21:31
Сообщение
#20
|
|
|
Прописанный Группа: Пользователи Сообщений: 508 Регистрация: 22.11.2008 Из: г.Уфа Пользователь №: 15115 |
Цитата(Technolog @ 16.2.2010, 23:20) Да, именно как вы пишете и планирую: термообработка, фрезеровка и шлифовка станины под заказ на станкостроительном заводе, Страшно представить сколько это будет стоить... 
|
|
|
|
|
1 чел. читают эту тему (гостей: 1, скрытых пользователей: 0)
Пользователей: 0
|
|
Текстовая версия | Сейчас: 25.4.2024, 7:51 |